




Produktionslinie für PP-Blätter
Produktionslinie für PP-Blätter


PP/PE geprägte Extrudeuse-Kunststoffplattenlinie Maquinaria zur Herstellung von Maschinen für Kunststoffmaterialien
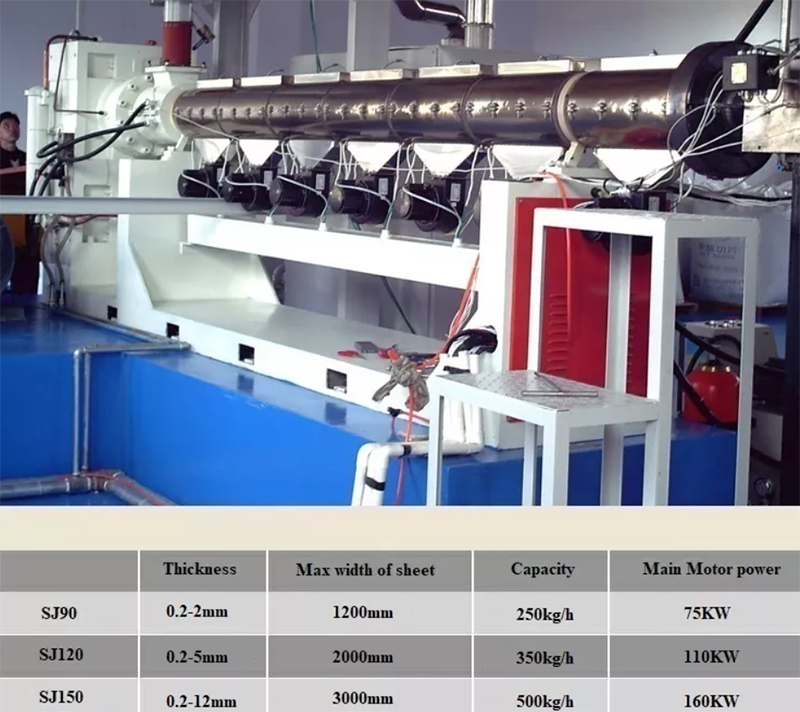
SJ90 SJ120 SJ150 Produktionslinie für PP/PE-Platten mit einer Dicke von 0,2–1 mm und einer Produktionsbreite von 1220 mm (mit einer Leistung von 250–500 kg/h)



Parameter der Produktionslinie:
- Pulver: 380 V/3p/50 Hz
- Leistung: 200 ~ 250 kg / h
- Gesamtwasserverbrauch: 8M3/h
- Gesamtgasverbrauch: 1M3/h
- Gesamtstromverbrauch: 175KW
- Gesamtinstallationsleistung: 220KW
- Grundfläche: 20000 mm (L) x 2500 mm (B) x 3200 mm (H)
- Maschinenliste:
SJ90/33 Einschneckenextruder ein Set
Automatischer hydraulischer Schnellsiebwechsler ein Satz
T-Die Form ein Satz
Dreiwalzenkalander ein Satz
Halterung und Abzugsmaschine ein Satz
Schneide einen Satz
Doppelpositionswickelmaschine ein Satz
| Modell | SJ-90/33 |
| Zentrale Höhe extrudieren | 1000mm |
| max.Ausgang | 300kg/Std |
| Schnecke mit hohem Wirkungsgrad | |
| Durchmesser | 90mm |
| L/T | 33:1 |
| Material | 38CrMoAlA |
| Oberflächenbehandlung | Nitriert und poliert |
| Drehzahl der Schraube | 20 ~ 116 U / min |
| Fassschraube | Hochgeschwindigkeitsschraube mit neuem Design, Tornillo de Alta Velocidad Nuevo Diseno |
| Fass | |
| Material | 38CrMoAlA |
| Innere Oberflächenbehandlung | Nitriert, geschliffen |
| Heizmethode | Durch Keramik |
| Heizregelzonen | 6Zonen |
| Heizleistung | 36KW |
| Kühlsystem | Per Gebläse |
| Kühlzonen | 6Zonen |
| Kühlleistung | 0,25 kW * 6 |
| Getriebe | |
| Material des Hauses | QT200 |
| Getriebetyp | Schrägverzahnungen |
| Material des Getriebes | 20CrMnTi |
| Wärmebehandlung der Zahnradoberfläche | Abschrecken |
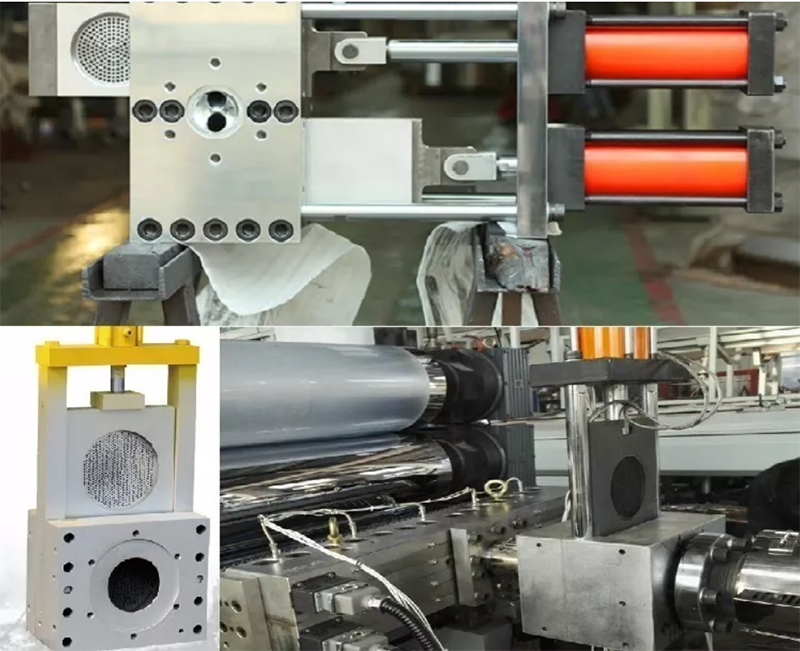
T-Matrizenform Ein Satz
Leistungsfunktionen:
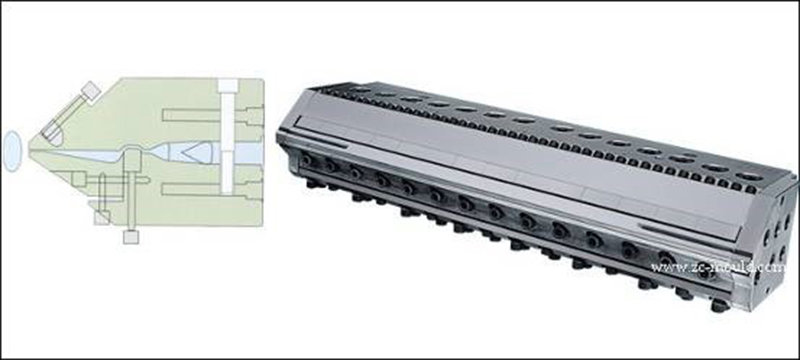
Mit Chrom beschichtet und poliert
Legierter Formstahlwerkstoff
Casting Alluminium Heizband
| 2.1 Gültig für Werkzeugbreite | mm | 1220 | |
| 2.2 Blechdicke | Mindest. | mm | 0,2 |
| max. | mm | 1.0 | |
| 2.3 einschließlich | Kopf sterben Schmerz sterben Die Buchse Heizband & Stützwagen |
4. Dreiwalzenkalander und Seitenschneider Ein Satz
Leistungsfunktionen:
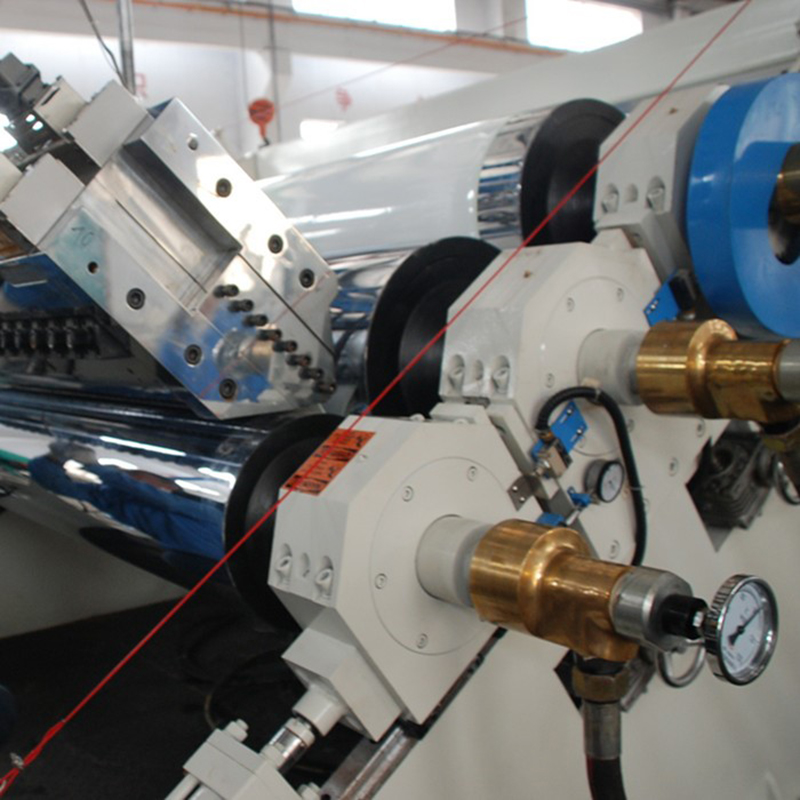

Mit Notstopp
Einstellverfahren des Walzenabstands: Pneumatisches Einstellen
Temperaturregulierung der Walze: Wasserheizung und -kühlung
Klingenmethode Seitenschneiden
Niedriger Energieverbrauch
Geräuscharmes Design
| Produktbreite | mm | 1220 | |
| Dicke oder Lücke der fertigen Produkte | Mindest. | mm | 0,2 |
| max. | mm | 1.0 | |
| Rollendurchmesser | Oberwalze, sup | mm | Ø400 |
| Mittelrolle, med | mm | Ø400 | |
| Untere Rolle, Inf | mm | Ø315 | |
| Rollenlänge | mm | 1300 | |
| Die Dicke der Chromoberfläche | mm | 0,1-0,12 | |
| Oberflächenchrombedingungen | Klasse | 12 | |
| Anzahl Rollen | Stck | 3 | |
| max.Lineare Geschwindigkeit | m/Min | 15 | |
| Motorleistung antreiben | kw | 2.2 | |
| Motormenge antreiben | Stck | 3 | |
| Motorleistung bewegen | kw | 0,75 | |
| max.anhebende DistanzVon oben oder untere Walze | mm | 50 |
Cutter Ein Satz
Leistungsfunktionen:

Die Maschine wird nach EU-Normen hergestellt.
Verstellbare Nivellierfüße für die Maschine.
Mit Notstopp.
Niedriger Energieverbrauch.
Geräuscharmes Design.
| Methode | Balde-Schnitt | ||
| Dicke des Blechs | Mindest | mm | 0,2 |
| max. | mm | 1.0 | |
| Breite des Blattes | mm | 1220 | |
| Methode | Elektrisch |
7. Wickelmaschine mit doppelter Position Ein Satz
Leistungsfunktionen:

Mit Notstopp
Niedriger Energieverbrauch.
Geräuscharmes Design.
| max.Wicklungsdurchmesser | Mm | 800 | |
| Durchmesser des Aufnahmekerns | Mm | Ø76 | |
| Aufnahmebreite | Mm | 1300 | |
| Lineare Aufnahmegeschwindigkeit | m/Min | 0-23 | |
| Drehmoment des Aufnahmemotors, Nuevo diseno | nm | 10 | |
| Umdrehen der Motorleistung | kw | 0,75 | |
| Durchm.der Führungsrolle | Mm | Ø70 | |
| Menge Rolle | Stck | 2 | |
| Länge der Führungsrolle | mm | 1300 | |
| Arbeitsmethode | Pneumatisch |







